我们使用动平衡机主要是衡量平衡效率,这就需要我们在使用之前对动平衡机进行定标,那么我们为什么要对动平衡机进行定标呢?下面以申曼动平衡机为例,给大家简单介绍,具体操作过程中如有不明白的地方,可以直接与我们的售后工作人员沟通。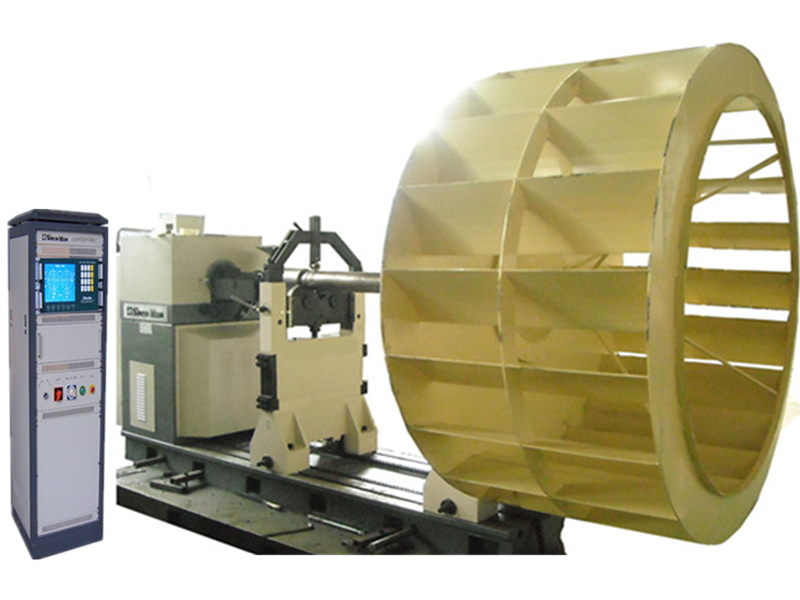
定标从字面意思就是定一个标准,也就是把动平衡机测到的振动信号进行量化,根据振动信号的强弱计算出测量工件的不平衡量值。但是由于机械和电气测量受到的影响,比如机械装配螺丝的松动和磨损,电气的发热和老化容易影响测量的准度和精度,所以定标应该过一段时间进行一次。
定标对于动平衡机来说非常的重要。电脑动平衡机在检测前要定标,这个能帮助机器准确的校正动平衡的相伴或者说角度,是指判定旋转工件动平衡所在的位置。如果定标不正确,将会出现相位错乱。 我们使用动平衡机主要是为了使转子达到的剩余不平衡量值,还能经过一次校正后所减少的不平衡量与初始不平衡量之比,所以说动平衡机的定标是非常重要的,这就要求我们在使用之前要对动平衡机进行定标,提高机器的使用效率,减少误差。
动平衡机使用前定标操作
1、把工件安装轴承部位放置在主机的两对滚轮组件上,选择直径合适的滚轮。若工件支撑处轴径与滚轮直成倍频或近倍频时,将使振动系统产生振动干扰。保持读数的稳定性,应使滚轮直径与工件轴径尽可避开倍频或近频, 0.8 >滚轮直径/工件轴径> 1.2 。
2、调整圈带张力,调整并紧固轴向止动器,轴向止动力不宜过大,不能影响转子前后方向的自由振动,可用加钢球的方法解决。
3、打开整机电源,双击桌面上的动平衡图标(CAB)进平衡测量。 在被测工件上反光较好的位置作一个不反标记, 并将光电传感器探头对准标记后固定。 用手推工件,当标记经过光电传感器时, 传感器指示灯熄灭;不经过标记时, 指示灯应点亮。 将不反光标记最先经光电传感器探头的一边作为零度, 沿工件旋转方向依往后等分为 90°、 180°、 270°。
4、工件参数设置和系统参数设置
⑴工件参数设置
a -左支撑架中心到工件左配重块的中心距离;
b -工件左右两配重块的中心距离;
c -右支撑架中心到工件右配重块的中心距离;
r1 _工件轴径中心到工件左配重块中心的距离;
r2 _工件轴径中心到工件右配重块中心的距离。
⑵正确设置工件合格范围参数
5、开始定标(目的 —确定角度、重量的准确性,提高效率)
(1)加重测试,分别在工件平面 1、平面 2 校正半径的 0°位置安已知重量的定标质量,测3 次。
(2)去重测试,当工件停稳后,分别去掉定标质量,再进行 3 次测试。
(3)测试结束后,停车。转速为零时,按“ ESC”键和“Enter ”键完成定标。
(4)定标的前提是有一个已经平衡了的转子, 在已经平衡了的转子上的 A、B两面加上偏心重量。 需要注意的是所有的这些操作是针对同一结构的转子进行标定的,以后进行转子动平衡时应该是同一结构的转子,如果转子的结构不同则需要重新定标。
6、测量
在正确完成机器的设置和校准后, 可以开始某个工件的不平衡量的测量。使用“ +”、“- ”键选择加重或去重平衡方式。按“ +”键需同时按下“ Shift ”键。一次测量完后, 停车校正工件, 再次启动可进行新的平衡测量, 直到校正工件进入合格范围, 就可得出工件需要加重或去重的具体位置和质量。
7、其他
⑴一次测量完后,可按“ DEL”建存档
⑵快速删除或更换转子型号:按 F 键,按 D键,删除按 Y键
⑶作动平衡时,一定要安装键。计算出安装在轴里面的那一部分重量,再进行测量。
8、快速操作
放置工件 —打开主机 -- 按 ESC键—— 主目录 —— 选择转子参数 —— 选择图形形状 —— 测量工件尺寸(r1,r2,a,b,c, )—— 计算偏心距和振动大小 ——输入转子参数各数据 —— ESC—— 主目录 —— 定标—— 输入定标参数(计算出振动大小 /r1 或 r2*(3-10 倍)—— 用电子天平测量二块同等重量的定标质量加在零位 —— 启动开始测试 (测 3 次)后 ——去重测试(去掉加重测试 3 次) —— 电脑自动自动计算出需加重的质量和角度 —— 找平衡(按电脑提示的各参数在工件上加重测试直至平衡)
相位角度度与试重重量需要手动输入系统,先在左面已知相位加已知配重,运行,待提示完成知后取下试重,后在右边已知相位加已知试重,运行,待道提示完成后取专下试重,再启动运行,直至定标完成。
471 浏览